
Please feel free to ask any questions or for more information about any part of the process - especially if I skipped over something important.
Introduction:
The main purpose of posting this is to (hopefully) show how I've done stuff and essentially prove that if I can do it, anyone can. While there is not much new, different, special or unique, I'm presenting the info in the hope of inspiring others with some of the ideas or to DIY their own brewery setup.
Disclaimer:
[*] Most ideas, designs, concepts and information were borrowed, copied or learned from others on these forums or other online resources. i do not claim such as mine or suggest they are, but present them here as what I've done for my own needs and purposes.
[*]I have no skill with power tools, handy-man stuff, measuring shit or building things, so no matter what level inept skill level with such things, anyone can do this.
[*]My delicate office-worker hands get blisters just at the thought of manual labour, so again, if I can do it anyone can.
[*]There are probably other/better ways to achieve the same results, especially when working with tools and stuff. It may be that I overlooked or did not know better, so any/all advice is welcome for future improvement, especially in regard to tools, techniques or build methods.
[*]Use some common-sense and practicality if you decide to follow any suggestions or advice. While I honestly feel that if I can build stuff like this, anyone can, never try to do more than you can manage, always use appropriate tools, appropriate protective equipment and don't do anything that could injure yourself or others without first carefully considering the consequences.
[*]At the time of posting, I have not injured myself or others in any major way, however, if you do follow any suggestions or advice, please realize that you do-so at your own risk and nobody but yourself is to blame for any adverse consequences, damage, injury or worse.
Planning and Overview
Blog post
Objectives:
[*]Appropriate equipment to brew the best and most consistent beer possible (for me at home).
[*]Keep build costs to an absolute minimum.
[*]Maintenance and cleaning easy and hassle free.
[*]Able to brew double batches if required.
[*]Minimise or eliminate the need to manually lift hot wort/water.
Major build decisions:
[*]3-vessel system
[*]All stainless construction (based on 2nd-hand 50L 'euro kegs')
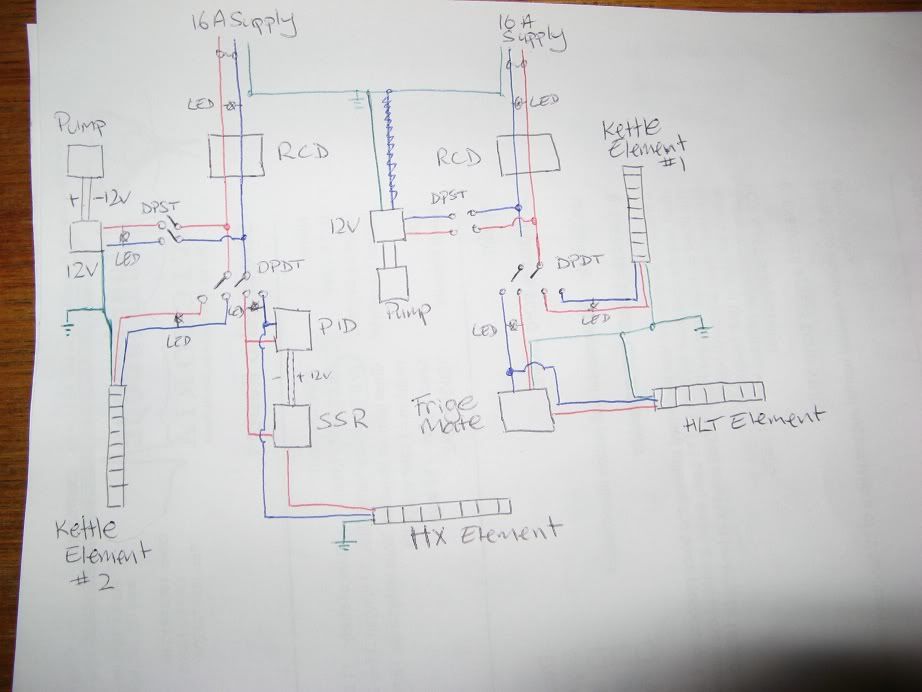
[*]All electric
[*]Silicon hose and stainless cam-lock connections
[*]Pump for liquid transfer
[*]DIY for everything possible
[*]Careful consideration of each component, source and cost (tight-arse shopping)
Initially I was planning to build a single-level system with a single pump, something very simple and easy like this or this. However, since I prefer to fly-sparge, the design quickly evolved into a 2-tier setup and over the last six-or-so months, the sketches on backs-of-envelopes and other bits-of-paper have evolved a little:
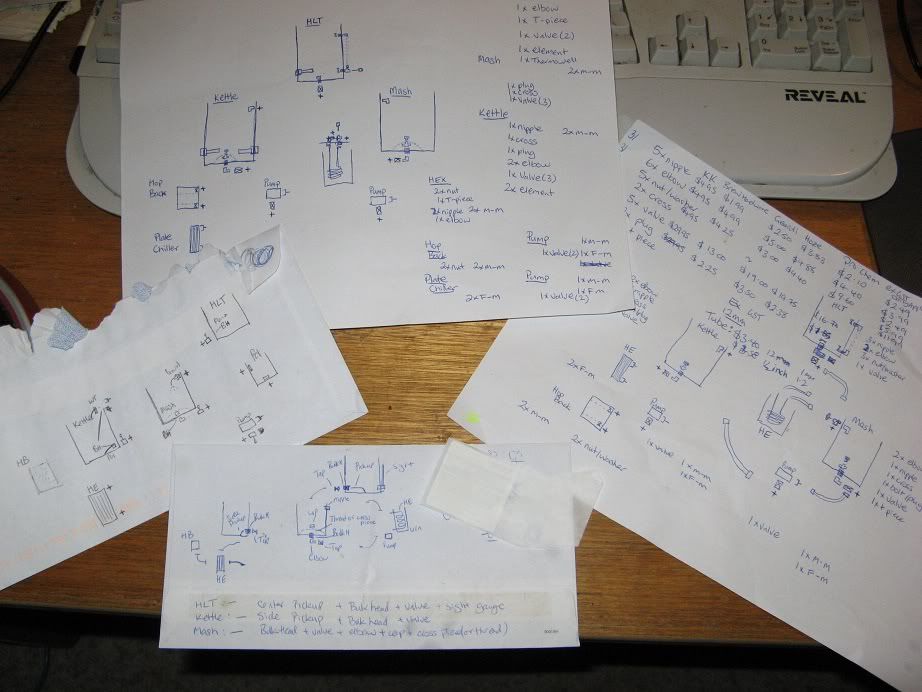
Final setup included 3x 2nd-hand 'euro' beer-kegs, plate-chiller, hop-back, a little-brown-solar-pump and a HERMS.
With my old setup, I often had trouble both hitting and maintaining the correct mash-temperature, which meaning quick additions of boiling or cold water, having to do random on-the-fly decoctions or other stuff. While the HERMS adds a deal of complexity and additional expense, it should allow mash temperatures to be controlled and stepped in a much more precise and accurate (and repeatable) way to make brew-days easier and more relaxing.




























































































{kind=link}
{kind=link}
{kind=link}